
DIN7991 šešiakampis lizdas su įleidžiama galvute, anglinio plieno, cinkuoto, 8.8-10.9 klasės





DIN7991 šešiakampis lizdas su įleidžiama galvute, anglinio plieno, cinkuoto, 8.8-10.9 klasės
Aprašymas
GREITAAtsakymas
GREITACitata
GREITAPristatymas
PARUOŠTA IŠSIŲSTI PRISTATYMAS
10 000+ SKU sandėlyje
Mes įsipareigojame RTS prekėms:
70% pristatytos prekės per 5 dienas
80% pristatytos prekės per 7 dienas
90% pristatytos prekėsper 10 dienų
Dėl didmeninių užsakymų kreipkitės į klientų aptarnavimo tarnybą

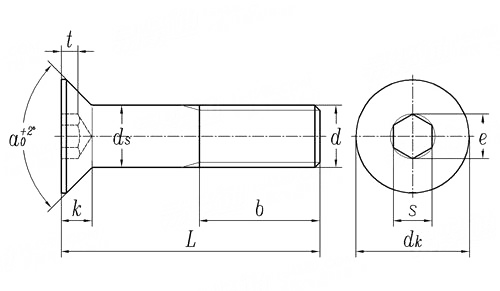
| d | M3 | M4 | M5 | M6 | M8 | M10 | M12 | (M14) | M16 | (M18) | M20 | (M22) | M24 | |
| P | Pikis | 0,5 | 0,7 | 0,8 | 1 | 1,25 | 1.5 | 1,75 | 2 | 2 | 2.5 | 2.5 | 2.5 | 3 |
| α | tol.(+2) | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 90° | 60° | 60° |
| b | L≤125 mm | 12 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 | 50 | 54 |
125 | / | / | / | 24 | 28 | 32 | 36 | 40 | 44 | 48 | 52 | 56 | 60 | | |
| L > 200 | / | / | / | / | / | 45 | 49 | 53 | 57 | 61 | 65 | 69 | 73 | |
| dk | Maks. = Nominali vertė | 6 | 8 | 10 | 12 | 16 | 20 | 24 | 27 | 30 | 33 | 36 | 36 | 39 |
| Min. | 5.7 | 7.64 | 9.64 | 11.57 | 15.57 | 19.48 | 23.48 | 26.48 | 29,48 | 32.38 | 35,38 | 35,38 | 38,38 | |
| ds | Maks. = Nominali vertė | 3 | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 |
| Min. | 2.86 | 3.82 | 4.82 | 5.82 | 7,78 | 9,78 | 11,73 | 13,73 | 15,73 | 17,73 | 19,67 | 21,67 | 23,67 | |
| e | Min. | 2.3 | 2,87 | 3.44 | 4.58 | 5.72 | 6.86 | 9.15 | 11.43 | 11.43 | 13,72 | 13,72 | 16 | 16 |
| k | Maks. | 1.7 | 2.3 | 2.8 | 3.3 | 4.4 | 5.5 | 6.5 | 7 | 7.5 | 8 | 8.5 | 13.1 | 14 |
| s | Nominalus | 2 | 2.5 | 3 | 4 | 5 | 6 | 8 | 10 | 10 | 12 | 12 | 14 | 14 |
| Min. | 2.02 | 2.52 | 3.02 | 4.02 | 5.02 | 6.02 | 8.025 | 10.025 | 10.025 | 12.032 | 12.032 | 14.032 | 14.032 | |
| Maks. | 2.1 | 2.6 | 3.1 | 4.12 | 5.14 | 6.14 | 8.175 | 10.175 | 10.175 | 12.212 | 12.212 | 14.212 | 14.212 | |
| t | Maks. = Nominali vertė | 1.2 | 1.8 | 2.3 | 2.5 | 3.5 | 4.4 | 4.6 | 4.8 | 5.3 | 5.5 | 5.9 | 8.8 | 10.3 |
| Min. | 0,95 | 1,55 | 2.05 | 2.25 | 3.2 | 4.1 | 4.3 | 4.5 | 5 | 5.2 | 5.6 | 8.44 | 9,87 | |
Išsamus aprašymas


Didelio stiprumo tvirtinimo detalės cinkuotos bus traškios. Reikia atkreipti ypatingą dėmesį.
Vandenilio trapumui paprastai būdingas uždelstas lūžis veikiant įtempiui. Automobilių spyruoklės, poveržlės, varžtai, lakštinės spyruoklės ir kitos cinkuotos dalys, kurių surinkimo metu lūžio dalis siekia 40–50 %. Naudojant kadmiu dengtas specialias dalis, susidaro partijos įtrūkimai ir lūžiai, todėl buvo išspręsta nacionalinė problema ir sukurtas griežtas dehidrinimo procesas. Be to, kai kuriems vandenilio trapumo atvejams nėra uždelsto lūžio reiškinio, pavyzdžiui: galvanizavimo pakabos (plieninė viela, varinė viela) dėl daugkartinio galvanizavimo ir ėsdinimo vandenilio prasiskverbimas yra rimtesnis, todėl naudojimo metu dažnai atsiranda raukšlių, dėl kurių atsiranda trapumo lūžio reiškinys; šautuvo strypas po kelių chromavimo kartų nukrito ant žemės ir sulūžo; kai kurios užgrūdintos dalys (didelis vidinis įtempis) ėsdinant įtrūksta. Šios dalys yra stipriai hidrintos ir įtrūksta be išorinio įtempio, todėl nebegalima atkurti pradinio tvirtumo dehidrinant.
Kuo didesnis medžiagos stiprumas, tuo didesnis vandenilio trapumo jautrumas. Tai pagrindinė sąvoka, kurią paviršiaus apdorojimo technikai turi išaiškinti sudarydami galvanizavimo proceso specifikacijas. Plienai, kurių tempiamasis stipris σb > 105 kg/mm2, kaip reikalaujama pagal tarptautinius standartus, turėtų būti atitinkamai dehidrinti prieš dengimą ir po dengimo. Prancūzijos aviacijos pramonė reikalauja atitinkamo dehidrinimo apdorojimo plieno detalėms, kurių takumo riba σs > 90 kg/mm2.
Dėl gero plieno stiprumo ir kietumo atitikimo, intuityviau ir patogiau įvertinti medžiagos jautrumą vandeniliniam trapumui pagal kietumą, o ne pagal stiprumą. Kadangi tobulas gaminio brėžinys ir apdirbimo procesas turėtų būti pažymėtas plieno kietumu. Galvanizavimo metu nustatėme, kad plieno kietumas, lygus maždaug HRC38, pradėjo rodyti vandenilinio trapumo lūžio riziką. Detalėms, kurių kietumas didesnis nei HRC43, po dengimo reikėtų apsvarstyti dehidrinimą. Kai kietumas siekia apie HRC60, dehidrinimo apdorojimas turi būti atliekamas iš karto po paviršiaus apdorojimo, kitaip plieninės dalys per kelias valandas įtrūks.
Pakavimas






Apie mus







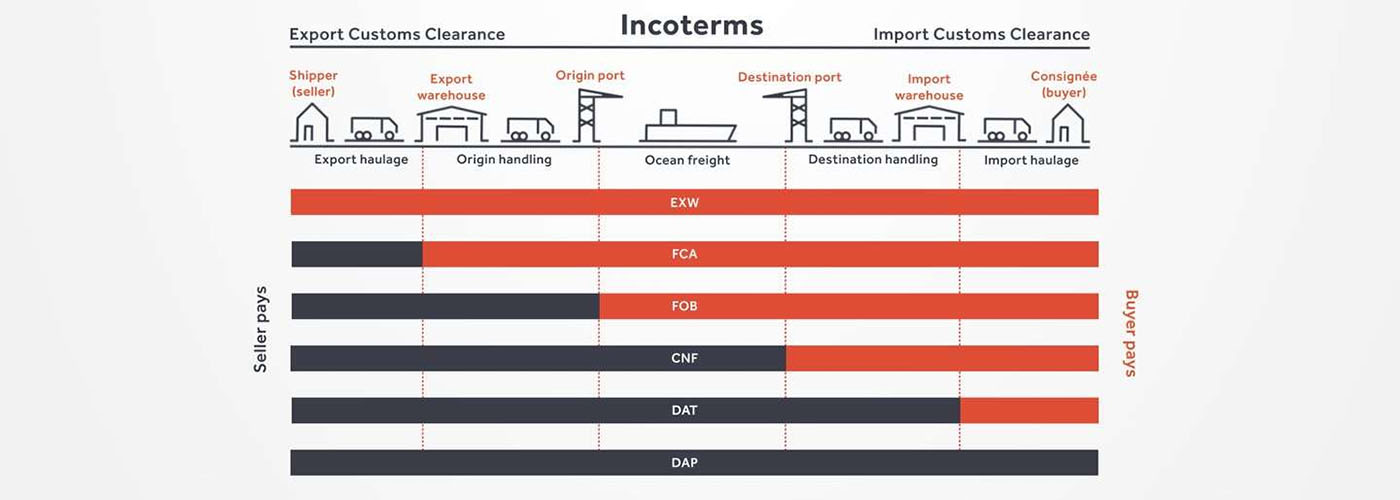
* Šioje diagramoje pateikiami skirtingi prekybos Incotermsai. Pasirinkite jums tinkamiausią.
KARŠTAI IŠPARDUODAMAS PRODUKTAS
Kokybė pirmiausia, saugumas garantuotas
-

Anglinio plieno baltai mėlynai cinkuotas DIN934 šešiakampis ...
-

4.8 klasės 5.8 klasės pleištinis inkaras, cinkuotas
-

8.8 klasės DIN933 šešiakampė galvutė, juodojo oksido, DIN 933
-

A2-70 A4-80 DIN934 šešiakampė veržlė iš nerūdijančio plieno 304 316
-
4.8 klasės 5.8 klasės pleištinis inkaras, cinkuotas
-

8 klasės DIN934 šešiakampė veržlė, juodojo oksido šiurkštus sriegis